12 kW, 80 kV ELECTRON BEAM WELDING (EBW) EQUIPMENT
|
|
|
INTRODUCTION
Electron Beam Welding (EBW) is
a fusion welding process wherein a focused beam of high energy electrons
is directed to the weld joint. The work-piece melt as the kinetic energy
of the electrons is transformed into heat upon impact. Electron beams (EB)
are amenable to fine control and therefore it is possible to obtain a
high degree of accuracy and repeatability of the welding process under
vacuum.
BARC has indigenously developed the 12 kW, 80 kV Electron Beam Welding
Equipment to weld circular seams (60 mm maximum outer diameter) and
linear seams (200 mm maximum length) of refractory as well as high
strength materials such as Niobium (Nb), Zircalloy (Zr) and maraging
steel.
ADVANTAGES OF EB
WELDING
The following are advantages
of EB Welding compared to the other available popular welding methods:
-
High depth to width ratio (~ 20) with low mechanical distortions
-
Narrow heat affected zone due to low heat input
-
Dissimilar metal welding due to precise EB maneuverability
SPECIFICATIONS
Electron gun & Power Supply
-
80 kV , 12 kW EB gun
-
Long filament life under welding conditions ( ~ 20 hours)
-
Medium frequency type HVDC power supply
-
CCTV for job alignment
Work Chamber
-
Rectangular cross section chamber (700 mm (w) × 700 mm (L) × 800 mm (h)
Work Handling System
-
400 mm × 400 mm Work table
-
Table travel in X & Y direction is ± 100 mm
-
Two independent rotary drives for increased throughput.
Vacuum System
-
Vacuum in work chamber is better than 5×10-6 mbar
-
Vacuum in EB Gun chamber is better than 1×10-6 mbar
APPLICATIONS
Due to the
high power density of the beam spot, this welding process can produce
deep penetration welds with very low mechanical distortion. Hence EBW
can be the last step in the manufacturing sequence. This reduces the
post weld machining cost. EBW is also useful in welding thick sections
in a single pass. In applications wherein the purity of the weld is of
utmost importance, EBW has found favor as the weld process in carried
out under vacuum.
EBW is mainly used for welding of nuclear and aerospace components.
Advancements in the EBW process automation has lead to increased
production throughput. Hence this welding process is presently receiving
wider application in automotive and microelectronics industries.
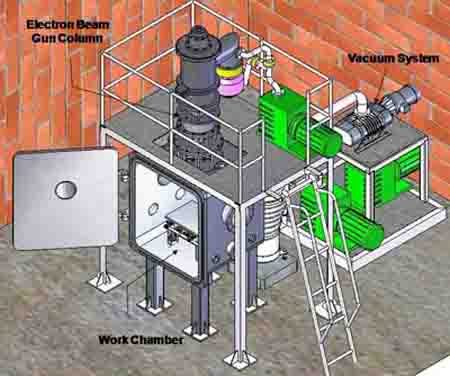
SUB-SYSTEMS OF
THE EB WELDING EQUIPMENT
The major sub-systems of the
EBW equipment are as follows:
-
Electron Beam Gun Column
-
Work Chamber & Work handling system
-
Vacuum systems
-
Medium Frequency High voltage D.C. Power Source
-
Electronic control systems.
WORKING PRINCIPLE
The EBW is
defined as a fusion welding process wherein coalescence is produced by
the heat obtained from the concentrated beam composed of high velocity
electrons. The kinetic energy of the electrons changes to thermal energy
thereby melting and fusing the work piece metal. Welding is often done
in a vacuum environment to prevent dispersion of the electron beam.
The EB is formed inside the EB gun chamber which consists of a filament,
grid electrode and the anode. The electrons are generated by heating the
filament and are accelerated by applying a high voltage between the
filament and the anode. The grid electrode controls the amount of
electrons that constitute the beam. The EB emerges from the gun through
an aperture in the anode. It is then focused by electromagnetic lenses
onto the weld joint. The work handling system maneuvers the job under
the beam in a desired manner to complete the weld.
INFRASTRUCTURE
EBW equipment needs expertise
and manufacturing and test facilities in following areas:
-
Mechanical Engineering
-
Vacuum Engineering
-
High Voltage Engineering
-
Motion Control Engineering
-
Automation Engineering
RAW MATERIALSE
The components needed for the
manufacture of the equipment is available in India
MANPOWER
The manufacture of EBW
equipment requires highly skilled manpower in different fields of
engineering.